










���������
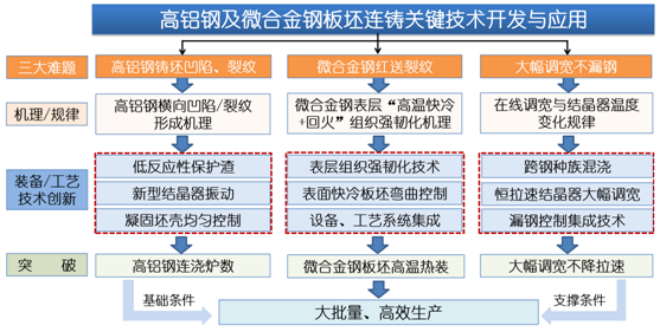
���������ء���������ꐡ����ڕ��㡢��W�������������F����������������������С������־�h�����ӏ������������ͯ��������
������Ɇ�λ
������䓼��F����˾�������Ƽ���W����䓾�����F(li��n)������؟�ι�˾��������䓹ɷ�����˾
�����о��ı����c���}
�����S�������l(f��)չ�ͮa�I(y��)�Y�����������X䓼��Ͻ�䓵ȸ߶���F���ϏV����������܇����Դ��������������������c�I��Ч�B�T���a�ļ��g�|�����}�����@������܇��DP��TRIP������Al�������_1.0%���������H�y�Ԍ��F(xi��n)��t�B���������B�T�������ڙM�������Ѽy�������Ȇ��}���ߵȼ���������ߏ������Դ䓡��ܾ�䓵�������Nb��V��Ti���Ͻ�Ԫ�������b�T��܈��䓰�������׳��F(xi��n)�Ѽy���@Щ�y�}���HӰ����aЧ����߀������YԴ����Դ���M���������S���Ñ��Ă��Ի������������Ͻ��Ʒ�N��Ҏ(gu��)���B�T�̝����������Ͻ���B�T©��L�U����ֱ��Ӱ푸�Ч�B�T�^�̵ķ�(w��n)��������������ͨ䓲������X䓺��Ͻ��Ԫ�ض��Һ��������|�������y�ȴ�ˇ���s��ԭ�еĸ�Ч��(w��n)����ˇ���g���џo���m�����X䓺��Ͻ�����a���������w�w�F(xi��n)�ڣ�
������1�����X䓱��o������׃����ճ�Y���l�����B�T�ɝ��Բ������������Ѽy�࣬����¾�������ᘌ����X䓰����B�T���n��������F�_�l(f��)��Һ�B(t��i)���o�����g�����}�Xϵ���o���ӟ��ۻ�������Y������������Ȧ�_�����ư��������|����Ŀ�ģ�����Ҳ����I(y��)ֱ�Ӳ��õ͉A���������c�}��ϵ���o������ֱ�Ӳ����}�Xϵ���o���ijɹ��������@Щ���g�O����M�˸��X���i䓵��_�l(f��)�c����������δ���F(xi��n)��Ҏ(gu��)���ٵĶ�t�B����
������2��Nb��V��Ti�Ͻ��������ߏ������Դ����ܾ�䓵ȸߵȼ�䓌��F(xi��n)�ߜ؟��b�������^(q��)���y�ȴ���䓰��a���t���Ѽy��ᘌ��ߵȼ��Ͻ�ߏ�䓰�ğ��b�t���Ѽy���������ձ���ð����¾��������ô��ؼ��T���и����ȷ�ʽ���T�������pʧ�����aЧ�ʵ�����ӽM�����������Ƶڶ�������������Ч���������
������3�������ܮaƷ�ڮa���������L��ͬ�r��Ʒ�N��Ҏ(gu��)����|�����Ի���Ҫ��Ҳ������������o�B�T������Ч���a����ˇ�����Ҫ��ͬ�r����䓷N�B�����ھ��{���ȼ��g���ƏV������Ҳ�o�B�T���������a�Ͳ�©䓎����˘O�������(zh��n)��
������Q���}��˼·�c���g����
�������@���ϸ�Ч���B�T���P�I���}������c�����Ƽ���W�L���_չ�������M�и��X䓼��Ͻ�䓰����B�T�P�I���g���P������ᘌ����X䓵İ������Ѽy���������B�T�^��ճ�Y���}���о��l(f��)�F(xi��n)�˽Y�������o����Ȧ���T������M�������Ѽy��ճ�Y��Ӱ�Ҏ(gu��)�����ď������ˮ�����ԡ����o�������Եȷ���������Ȧ�L������ͨ�^�Y����Сؓ��Ó��ӿ�����Ȧ������Ó�����pС��Ȧ�����������ĔD��׃�����M���pС�䌦�M���ݺ��Ѽy�IJ���Ӱ������F(xi��n)���X䓸��|����(w��n)�����T�������Ѽy�l(f��)�������꽵����ͬ�r���_�l(f��)�˽Y�����������������̼��g��������Ͻ�䓰����B�T���٣������˰����v�Ѽy�l(f��)�������ڸ����T���|���Ļ��A����ᘌ��T܈�����Ͻ����t���Ѽy���ܸߜ؟��b�Ć��}�����T�Cĩ���M�и��������F(xi��n)�T���ھ��ߜؿ���������Ч�����������������������^�M����������܈���^���T����ӑ��������ͽM���D׃���ٷ������״��_�l(f��)�˻����B�T�C����εİ������b�A̎����ˇ�����F(xi��n)���O������ˇ���g�Ϳ���ϵ�y(t��ng)�ļ�����ᘌ����X䓼��Ͻ��Ʒ�N�࣬Ҏ(gu��)��������Ի�Ҫ���Ć��}�����Mһ������B�T�^�̵ķ�(w��n)���������F(xi��n)��䓷N��읲�ͺ����ٽY��������{����©䓣��о����{���^����խ���~��ĜضȲ���Ҏ(gu��)�����_�l(f��)�˺����ٽY�����p���Ч�{�����g���_�l(f��)��������g���ͽY��������^�̵Ļ읲�ɷ��A�yģ�����ʴ_�A�y�˽Y�������Һ�ɷ�����Y�����F����ˮ���ȹ�ˇ����(sh��)���r�{���ṩ������(j��)����Q�˿�䓷N���B�����װl(f��)����©䓆��}��
�D1 �Ŀ���w�аl(f��)˼·
������Ҫ��(chu��ng)���Գɹ�
����ԓ�Ŀȡ����Ҫ�Ƽ���(chu��ng)�����£�
������1����ʾ�˸��X䓣�[%Al]��1.0���B�T�����ęM���ݡ��Ѽy��������ȱ�ݵ��γəC�����_�l(f��)�����Y����늴Ŕ���+��A��ˮ�ڡ����B�T����������Ƽ��g����������F(xi��n)�˽Y����������Сؓ��Ó�������ģʽ��ȱ�ݰl(f��)���ʽ�����0.1%�����ُ�0.8 m/min�����1.2 m/min���������X��B���t��(sh��)��ߵ�5�t������
������2��ᘌ��Ͻ���B�T�������b�׳��F(xi��n)�ļt���Ѽy�y�}���_�l(f��)���T�C���ζȰ������b�����ھ��A̎���b������ˇ������ϵ�y(t��ng)�����g���OӋ�˴�����������Ѳ��÷�ʽ���о��õ����T��������ʼ��s�ضȡ���s�ٶȵ��P�I����(sh��)���_�l(f��)���B�T�����⻡/�Ȼ����ˮ���ȿ��ƹ�ˇ����Q�˟��b�A̎������l�����T���������P�I�y�}�����F(xi��n)�Ͻ���T�����b�ı���ضȿ�����650��������
������3���_�l(f��)�˿�䓷N��읲���g�ͽY��������{�����g����Q�˿�䓷N��읲�ͽY�����ھ��{��������©䓵��y�}�����F(xi��n)�˺����ٽY�����δ��{����400mm���ϣ���Ʒ�N����Ҏ(gu��)��Ν����B�T16.9�f�������_�T�C�B�m(x��)���a1350�f��δ©���
����������r�c��
��������c�����Ƽ���W�L���_չ�������M�и��X䓼��Ͻ�䓰����B�T�P�I���g���P����Ӌ���F(xi��n)����Ч��2.87�|Ԫ���ڙ�l(f��)������10헣��Ї���F���I(y��)�f(xi��)���M���Ƽ��ɹ��u�r�����ҽMһ���J�顰ԓ헳ɹ����w���g�_�����H�I��ˮƽ����
�������^�L���B�T���I(y��)���`��ϵ�y(t��ng)���P���l(f��)�F(xi��n)����ʾ�˸��X�ճ�Y���M���ݙC�����Ĺ�ˇ�ό��Y������������o�������Լ��Y�������������M���˃�(y��u)�������F(xi��n)300��䓰��a�����F(xi��n)���X䓣�[%Al]��1.0���Ν��η�(w��n)�����T1500�����ϡ��B�T���ُ�0.8 m/min�����1.2 m/min��
�������ñ��Ŀ�аl(f��)�ɹ�������䓾��ƺ�������b����ضȏ�200��������650��������ȫ�渲�w��̼���䓡�������䓵��Ѽy����䓷N����Q���B�T�����ߜ؟��b䓰�t���Ѽy���}�����F(xi��n)�ߵȼ�䓷N���ߏ��Q690���ܾ��X70�������Q500E-H�ȼ����ϼ��e���T�����b�����b�ض���ߺ�����(ji��)�ܽ���Ч���@���������FƤ��ȏ�2.3 mm����1.2 mm��ԓ�Ŀ��ʩ����Ч�Ƅ�����F��I(y��)��(ji��)�ܽ��ģ�����F��I(y��)���F(xi��n)��̼���Gɫұ���ṩ���µ�;���ͷ���
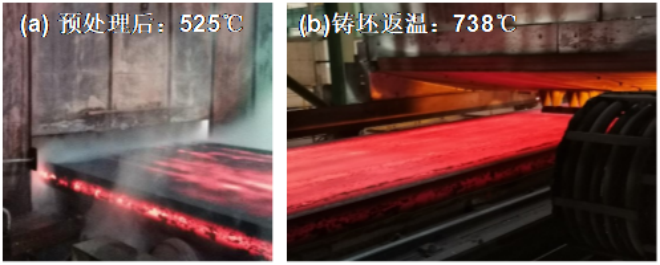
�D2 �T������ض��c��ò����a���A̎��������b���T�����غ�
�����_�l(f��)�Ŀ�䓷N��읲���g�ͽY��������{�����g����Q�˿�䓷N��읲�ͽY�����ھ��{��������©䓵��y�}�����F(xi��n)�˶�Ʒ�N����Ҏ(gu��)��Ν����B�T16.9�f�������_�T�C�B�m(x��)���a1350�f��δ©䓣�1.4m/min�����نδ��ھ��{���_��400mm��
�����_�l(f��)��ϵ�и��X��܈�ߏ�����������ڱ��Y��һ����܇����������֧������܇�ИI(y��)���p�������������b�ضȼ�������������F(xi��n)�p��CO2�_10.8kg/t���
