










���������
�������������ƽ���S������������w��������������O�����Ф�����͢܊���ܡ�Է��Ī�����������i�����G�������������G
������Ɇ�λ
����������F���F(tu��n)����˾�������Ƽ���W(xu��)
���������c���x
�������Ї�����2025�����M(j��n)������A(ch��)�㲿����䓰l(f��)չ���c��ͻ�����M(j��n)�b���ø������S�����X݆����������������o�̼�����䓲������O(sh��)Ӌ�����켰��(y��ng)���u�rϵ���P(gu��n)�I���g(sh��)����Ч��(ji��)��늙C(j��)���߶˰l(f��)�әC(j��)�������F·���߶˾��ܙC(j��)�����ߙn��܇�����M(j��n)�b�����P(gu��n)�I�㲿�����P(gu��n)�I���χ���(n��i)�Խo��2020���_(d��)��80%��2025������ȫ���Խo���P(gu��n)�I�㲿���������1�����ϡ���˸�Ʒ�|(zh��)�S���ƣ�ډ������������a(ch��n)�c�u�r�����M(j��n)�b�����P(gu��n)�I�㲿�������Խo�������ć����ش��g(sh��)������
���������������(n��i)�S��䓵��|(zh��)�����˺ܴ������������S����|(zh��)���_(d��)���ˇ��H���M(j��n)ˮƽ���������w��������S����|(zh��)����Ȼ������S���|(zh��)�����P(gu��n)�I�h(hu��n)��(ji��)��Ŀǰ����(n��i)���S��䓵����a(ch��n)��Ҫ�����XÓ����ˇ����Ó���C(j��)���͌��HЧ���������S������a(ch��n)������Чȥ���Һ���ܽ���[O]��ͬ�r���a(ch��n)���������}��
���������������y�ȴ�
�������Ds�A�s���y��������
�����Һ��TiԪ���y�ڿ���
�����Һ�����Բ�
�������Al2O3���⾧ʯA�s���(y��n)��Ӱ��S��䓵�ƣ�ډ���
����ᘌ����φ��}��������F���F(tu��n)��˾�ͱ����Ƽ���W(xu��)(li��n)���_�l(f��)�ˣ����XÓ���S��䓵Ĺ�ˇ������Ҫ����˼·�飺
�������i�A(y��)Ó��+�U(ku��)ɢÓ��+���̼�KÓ����ˇ�����ڔU(ku��)ɢÓ���c���̼�KÓ�������a(ch��n)����Ⱦ�Һ��Ó���a(ch��n)������˿�����Ч����Һ��������
�������XÓ����Ч�p���Һ��Ti��Ӱ�䓲�����Ԫ�صĺ�����
������(y��u)���������M�ɣ��p�����Ds�A�s�ﺬ����
�������÷��XÓ����ˇ������Ȝp����Al2O3�A�s�(sh��)��������Һ������������Ч�p���˴��w���A�s��(sh��)����
������Ч��������ЊA�s��ߴ���ΑB(t��i)�����ƣ�ډ�����
�����P(gu��n)�I���g(sh��)
����1.�Է��X�M��Ó�������i�A(y��)Ó��+�U(ku��)ɢÓ��+���Ó��������ɫ���S��䓵������Ƽ��g(sh��)
������1����ˇ·��
����������XÓ���S��䓹�ˇ��������D1��ʾ��
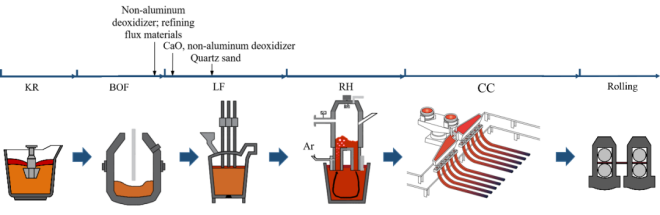
�D1������XÓ���S������a(ch��n)��ˇ����
������2�����ڹ��i�A(y��)Ó���c�U(ku��)ɢÓ�����S���ǰ�ڿ������g(sh��)
�������ڹ��i�A(y��)Ó���c�U(ku��)ɢÓ�����S���ǰ�ڿ������g(sh��)�����F(xi��n)LF������վ�r������ܽ����s15-20 ppm��ȫ����������20 ppm������LF�����^����N����������30 ppm���¡�LF�^����ʹ�õ͉A������������Al2O3�����H��3-5%���A�Ȟ�0.9-1.5��
������3���������̼��ƽ����S�����Ó�����g(sh��)
����RH�^���е�����������׃����D2��ʾ����(j��ng)�^RH����̎��������е�ȫ���������@�½������ȫ��������5-9ppm��RH�����^����N����������30 ppm������
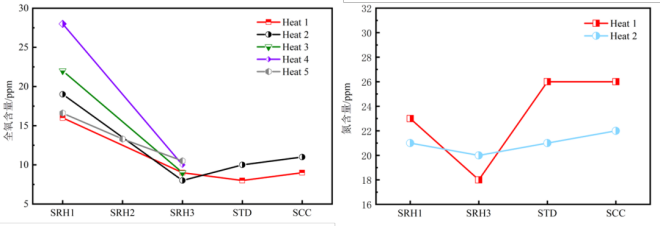
�D2���XÓ����ˇRH�����^��������������׃��
����ͨ�^�����W(xu��)Ӌ�㼰����о����ڲ�ͬ��ն��µ��Һ̼��ƽ����D3��ʾ������ն�67Pa�r��̼�ɞ���X������Ó��������ՠt��(n��i)�S���Ó�����������������׃����D4��ʾ��ȫ��������Ó��10 ppm���¡��ڹ��I(y��)���a(ch��n)�У�RH��վ���ȫ�������ѷ�(w��n)��������5-9 ppm�����������˿������Ó���^���еć��R�F(xi��n)���ڔ�(sh��)ģ��ˮģ�о��Y(ji��)������˲��M(j��n)ʽ����ģʽ����Ч���͇��R��
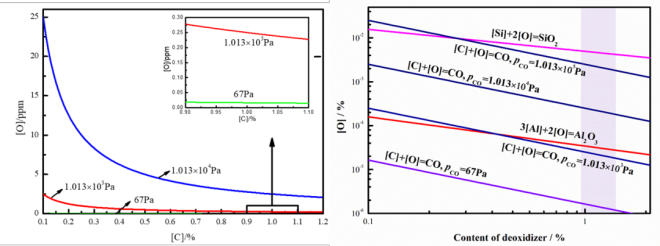
�D3��ͬ��ն��µ��Һ̼��ƽ��
�D4��ՠt��(n��i)�S���Ó�����������������׃��
����2.���XÓ���S��䓵ĊA�s����Ƽ������Ը����P(gu��n)�I���g(sh��)
������1���͉A��CaO-Al2O3-SiO2-MgO��Ԫ��ϵ����
�������XÓ����ˇ�������ɷַքe���1��ʾ��LF�������A�ȿ�����1������SiO2������30%����������Al2O3�h(yu��n)�����XÓ����ˇ��
��1���XÓ����ˇ������ˇ�¾������ɷ� / wt%
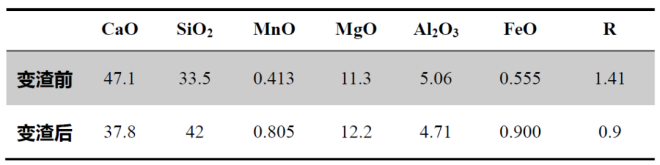
������D5��ʾ�����XÓ����ˇ����X������1-8 ppm��⁺�����3-8 ppm��������44-76 ppm����2���͉A��CaO-Al2O3-SiO2-MgO��Ԫ��ϵ���Һ�P(gu��n)�I�ɷֵĿ�����
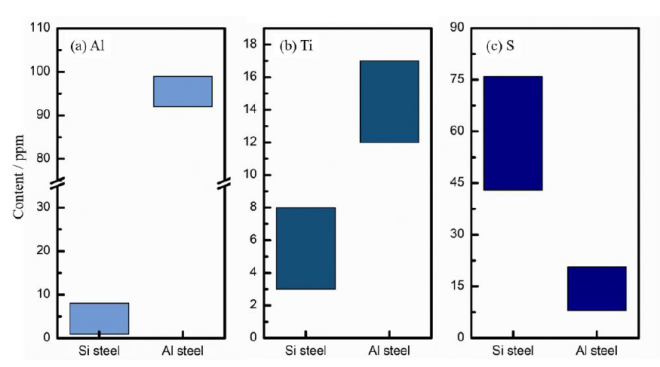
�D5��У�a��[Al]����b��[Ti]�ͣ�c��[S]�����ı��^
������3���S��䓊A�s����wϵ�{(di��o)��
�����D6���@ʾ�˃ɷNÓ����ˇ�S����е���Ҫ�A�s�����������XÓ���S�������������������������}���֊A�s��ߴ���ֲ���С��10 ��m�ķ�����(n��i)���⾧ʯ���}�X���}�A�s��Ĕ�(sh��)���ܶȾ�С��0.85 ��/mm2�����XÓ���S��������}�X���}���⾧ʯ�����}A�s��Ĕ�(sh��)���ܶ����Ξ�1.92 ��/mm2��1.68 ��/mm2��1.14 ��/mm2���ߴ����15 ��m�����(sh��)�����@�ȷ��XÓ���S��䓸�����
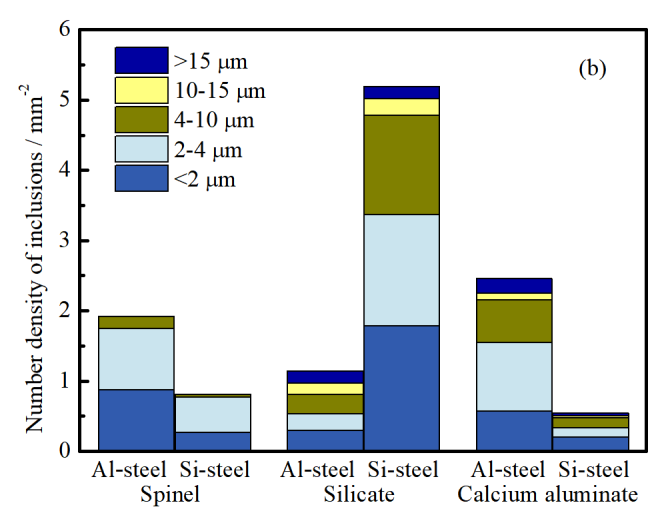
�D6�XÓ���ͷ��XÓ���S����в�ͬ���������ߴ�ֲ�
������4�����XÓ���S��������Եĸ��Ƽ��C(j��)���о�
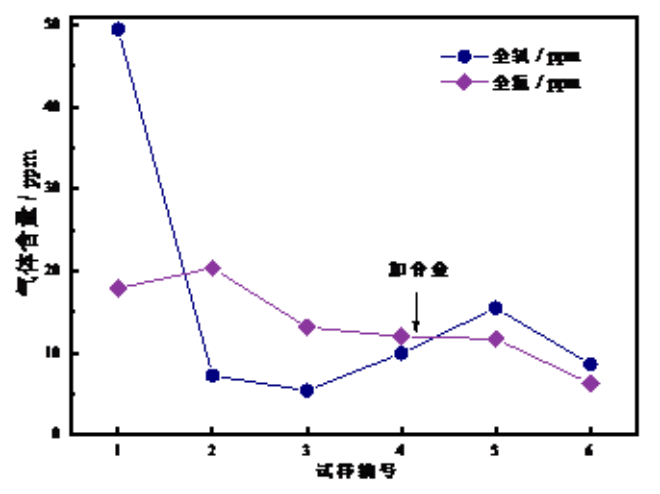
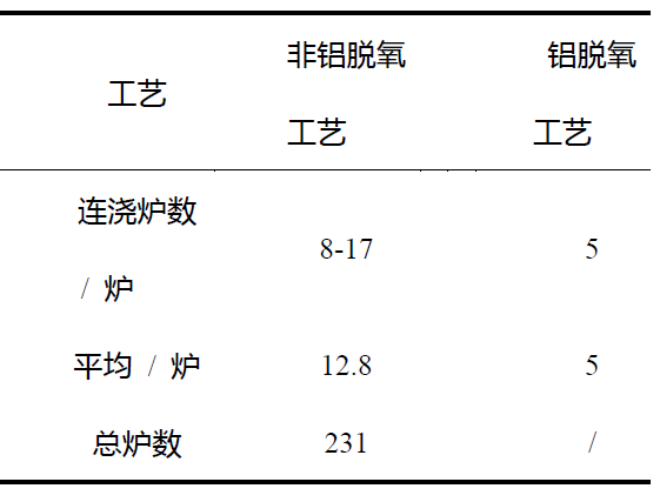
�������XÓ����ˇ���Һ��ע�������@��������D7��ʾ�����XÓ����ˇ���g���B��14�t����Һ������ƽ��(w��n)����2�鲻ͬ��ˇ��С������160 mm��160 mm���B�T�r���g�����B���t��(sh��)��
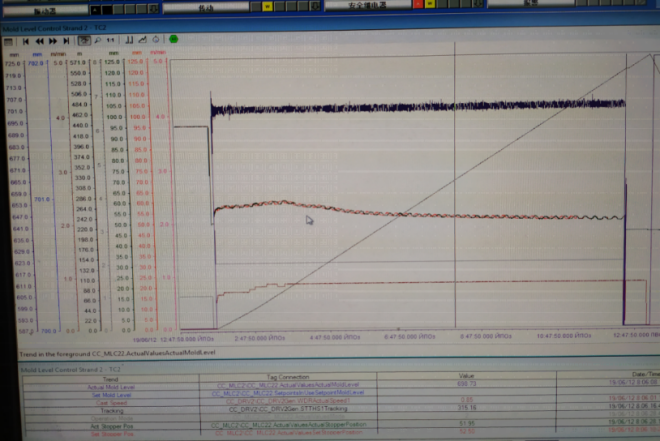
�D7�B��14�t��������Һ������
��2��ͬ��ˇ���B���t��(sh��)����
������1�������S��䓳�ƣ���u�r�������L��ƣ����C3.���XÓ���S��䓊A�s���T�l(f��)ƣ�ڔ��љC(j��)���������О��A(y��)�y����
���������в��ó�ƣ��ԇ�ϵ�y(t��ng)�M(j��n)�г�����ƣ��ԇ���ԇ��l���_(d��)��20 kHz�����s��ԇ�r�g������ԓϵ�y(t��ng)����˴���������ƣ��ԇƣ�ډ����Y(ji��)���c�L��ƣ�ڌ��Y(ji��)�������
������2����ͬ�A�s���T�l(f��)ƣ�ڔ��ѵ��О鼰�C(j��)��
�������XÓ���S��䓵�ƣ�����܃�(y��u)�������XÓ���S��������XÓ���S��䓵Ĕ���ѼyԴ�ɊA�s���T�l(f��)���^�����XÓ���S��䓵Ĕ���ѼyԴ�����}�X���}���������L�ӽ��|ƣ��ԇ���S�����ߣ��Y(ji��)�������XÓ���������Ξ��XÓ����
������3���^�Y(ji��)��(g��u)ƣ�ډ����A(y��)�yģ�͵Ľ���
�������������о���ͬ�A�s�ƣ�ډ�����Ӱ������о����^�Y(ji��)��(g��u)���l(f��)�����^�Y(ji��)��(g��u)�����W(xu��)푑�(y��ng)�О����A(ch��)�������^ģ����ͨ�^�y(t��ng)Ӌ�W(xu��)ԭ���c���^�����P(gu��n)(li��n)���γɶ�߶ȷ��������A(y��)�yģ�������F(xi��n)�ѼyԴ��ƣ�ډ����������A(y��)�y��������ͬ�ߴ�������}�X���}A�s������}A�s������ģ�����A(y��)�y�Y(ji��)���@ʾ����ͬ��ƣ�ڑ�(y��ng)���µĹ����}����ƣ���ѼyԴ���������ܴθ��L��
�����Ŀ��ɫ����Ҫ��(chu��ng)��
���������i�A(y��)Ó��+�U(ku��)ɢÓ��+��սKÓ�������X�M��Ó����ͨ�^���̼�KÓ�������ȫ������������5-9ppm��ͬ�r����Ч���������Ti��Ԫ����ͬ�r������Ч���ƊA�s����ͣ�
�������XÓ���S��䓵ĊA�s����Ƽ������Ը��Ƽ��g(sh��)�����õ͉A��CaO-Al2O3-SiO2-MgO��Ԫ��ϵ�����������A�s��ɷֿ����ڵ����c�^(q��)�����Ds�A�s��õ���Ч���ƣ���Q��С�����S���ˮ�ڿɝ��Բ�ļ��g(sh��)�y�}��
�������XÓ���S��䓊A�s���T�l(f��)ƣ�ڔ��љC(j��)���������О��A(y��)�y������������ƣ�ڵĜyԇ�����c�L��ƣ�ڙz�y��Y(ji��)�ϣ����S��䓵�����ƣ�ډ����͔��љC(j��)���M(j��n)�����о���������ͬ�A�s�ƣ������Ӱ푵��^�Y(ji��)��(g��u)����ģ��������ԓģ�ͷ������S�������Ҫ�A�s�ƣ�����ܵ�Ӱ���
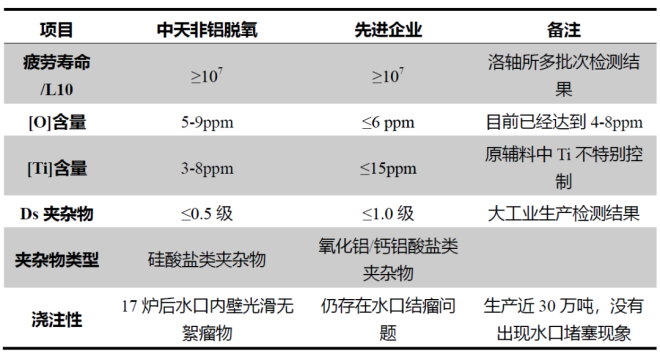
�������F(xi��n)������սKÓ������ɫ�ĸ�Ʒ�|(zh��)����a(ch��n)�ļ��g(sh��)�����c��ˇ��(chu��ng)�£�һ������Ը���(j��)�a(ch��n)Ʒ����K��;��������ЊA�s��ķN�����һ����ͨ�^����սKÓ��������Դ�^�������ˊA�s�����Ҫ��Դ-Ó���a(ch��n)�����Ĺ�ˇ�Ϸdz������ڝ���䓵����a(ch��n)�����Ʒ�|(zh��)䓵����a(ch��n)�ṩ��һ�l�µ�;�����ڱ����Ʒ�|(zh��)����a(ch��n)�о��кܺõ��ƏV��(y��ng)��ǰ����
������Ҫ���g(sh��)ָ��(bi��o)
�������Ŀ��Ҫ���g(sh��)ָ��(bi��o)���3��ʾ��
��3��Ҫ���g(sh��)ָ��(bi��o)
����������c֪�R�a(ch��n)��(qu��n)
�����������Ƽ��l(f��)չ����ᘌ����Ŀ���Ă����g(sh��)��(chu��ng)���c�IJ����Y(ji��)�����£��ڇ���(n��i)���ѹ��_�l(f��)�����īI(xi��n)�͌����������������Ŀί�І�λ���_�Č����ͱ������Ŀ�Mؓ(f��)؟(z��)�˼��ɆT�l(f��)�����īI(xi��n)����δҊ�л��������Ă���(chu��ng)�¼��g(sh��)����(chu��ng)���c���£�
���������i�A(y��)Ó��+�U(ku��)ɢÓ��+���Ó�������X�M��Ó���S��䓵������Ƽ��g(sh��)
�������XÓ���S��䓵ĊA�s����Ƽ������Ը��Ƽ��g(sh��)
�������XÓ���S��䓊A�s���T�l(f��)ƣ�ڔ��љC(j��)���������О��A(y��)�y����
�����������ϼ��g(sh��)�����F(xi��n)���S���С�����B�T-���پ���һ��ɲļ��g(sh��)�������@�������˹����ܺĺ����a(ch��n)�ɱ���
�������Ŀ���P(gu��n)�ɹ��l(f��)������22ƪ������Ӣ��13ƪ��ȫ����SCI������9ƪ���ڙ�(qu��n)����13������аl(f��)������13���
������(j��ng)��(j��)��
����������XÓ���S��䓣�GCr15����ˇ��2016����_ʼ�аl(f��)������2017����ʽ��(y��ng)�����a(ch��n)��2017�ꡫ2022�꿂Ӌ���a(ch��n)䓮a(ch��n)���s29�f���������a(ch��n)ֵ142481.03�fԪ����������44509.71�fԪ�����գ���(ji��)֧�����~1460.55�fԪ�����a(ch��n)���S��������S����Ȧ���L�ӡ�ˮ���S�ȝL���w�S�����V����(y��ng)���ڸ��ء���������������ͨ���|�L(f��ng)��Ʒ����
